|
Quantiles
|
Quantiles for the film thickness are summarized in the following
table.
Quantiles for Film Thickness
|
100.0%
|
Maximum
|
634.00
|
|
99.5%
|
|
634.00
|
|
97.5%
|
|
615.10
|
|
90.0%
|
|
595.00
|
|
75.0%
|
Upper Quartile
|
582.75
|
|
50.0%
|
Median
|
562.50
|
|
25.0%
|
Lower Quartile
|
546.25
|
|
10.0%
|
|
532.90
|
|
2.5%
|
|
514.23
|
|
0.5%
|
|
487.00
|
|
0.0%
|
Minimum
|
487.00
|
|
|
Capability Analysis
|
From the above preliminary analysis, it looks reasonable to proceed
with the capability analysis.
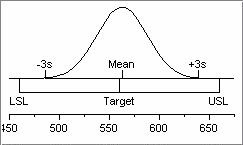
The lower specification limit is 460, the upper specification limit is 660,
and the target specification is 560.
|
|
Percent Defective
|
We summarize the percent defective (i.e., the number of items
outside the specification limits) in the following table.
Percentage Outside Specification Limits
|
Specification
|
Value
|
Percent
|
Actual
|
Theoretical (% Based On Normal)
|
|
Lower Specification Limit
|
460
|
Percent Below LSL =
\( 100*\Phi \left( \frac{LSL - \bar{y}}{s} \right) \)
|
0.0000
|
0.0025%
|
|
Upper Specification Limit
|
660
|
Percent Above USL =
\( 100*\Phi \left( \frac{USL - \bar{y}}{s} \right) \)
|
0.0000
|
0.0067%
|
|
Specification Target
|
560
|
Combined Percent Below LSL and Above USL
|
0.0000
|
0.0091%
|
|
Standard Deviation
|
25.38468
|
|
|
|
The value \(\Phi\)
denotes the normal cumulative distribution function, \(\bar{y}\)
the sample mean, and s the sample standard deviation.
|
|
Capability Index Statistics
|
We summarize various capability index statistics in the following table.
Capability Index Statistics
|
Capability Statistic
|
Index
|
Lower CI
|
Upper CI
|
|
CP
|
1.313
|
1.172
|
1.454
|
|
CPK
|
1.273
|
1.128
|
1.419
|
|
CPM
|
1.304
|
1.165
|
1.442
|
|
CPL
|
1.353
|
1.218
|
1.488
|
|
CPU
|
1.273
|
1.142
|
1.404
|
|
|
Conclusions
|
The above capability analysis indicates that the process is
capable and we can proceed with the analysis.
|